| Модератор | Дата: Вторник, 12.01.2016, 09:34 | Сообщение # 1 |

Генералиссимус
Группа: Администраторы
Сообщений: 1200
|
| 
| Принципы работы ручной дуговой сварки ММА(РДС) |
|---|
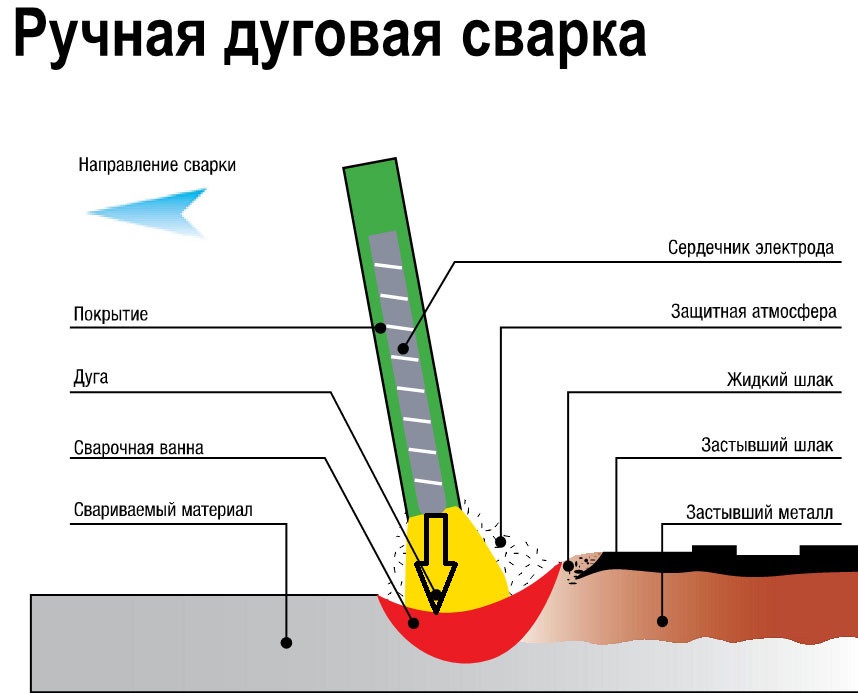
Ручная дуговая сварка (ММА) - это процесс дуговой сварки, при котором используется дуга, горящая между покрытым электродом и сварочной ванной. Покрытый электрод представляет собой металлический стержень, на который нанесено покрытие.
| Схема ручной дуговой сварки: |
|---|
Дуга при этом способе сварки зажигается быстрым касанием торцом электрода поверхности основного металла, которая под воздействием тепла дуги расплавляется, образуя сварочную ванну. Под действием дуги также происходит плавление электродного стержня, металл которого переходит в сварочную ванну, образуя наплавленный металл сварного шва (при этом часть металла теряется в виде брызг). При расплавлении покрытия электрода образуются газы и шлак, которые защищают зону дуги и сварочную ванну от вредного воздействия окружающего воздуха. Более того, шлак, покрывающий наплавленный металл, обеспечивает его правильное формирование при кристаллизации. После каждого прохода шлак необходимо удалять. Некоторые марки электродов обеспечивают самоотделение шлаковой корки.
Дуговая сварка покрытыми электродами это типично ручной способ сварки. Электрод имеет ограниченную длину (обычно в пределах 350 … 450 мм), а это означает, что процесс сварки постоянно прерывается для его смены. Рабочее время используется не эффективно, так как время горения дуги не превышает 25 … 60% его объема, а производительность, соответственно, оказывается низкой. Остановки и возобновления сварки также повышают вероятность зарождения дефектов в сварном шве.
Покрытые электроды определенного размера и типа позволяют производить сварку на разных токах, но только в пределах определенного указанного изготовителем диапазона в зависимости от диаметра стержня, толщины и состава покрытия, а также положения сварки.
В процессе плавления покрытия электрода на его торце образуется воронка, которая способствует направлению потока образующегося газа в сторону сварочной ванны, который благоприятствует переносу капель расплавленного электродного металла в нее. Поток газа настолько велик, что способен переносить капли снизу вверх, обеспечивая тем самым возможность сварки в потолочном положении.
Тип и толщина основного металла:
Дуговая сварка покрытыми электродами используется, в основном, применительно к нелегированным, низколегированным и высоколегированным сталям толщиной от 2 до 50 мм и выше, например, для сварки стальных конструкций, сосудов, работающих под давлением, судов и других изделий при единичном или мелкосерийном производстве. При крупносерийном производстве целесообразнее применять механизированные процессы, например, сварку МИГ/МАГ.
При сварке деталей толщиной менее 1,5 мм основной металл будет быстро проплавляться на всю толщину и "проваливаться" еще до образования сварочной ванны, которая должна была бы соединять кромки деталей. В этих условиях сварка покрытыми электродами возможна только при использовании специальных приспособлений.
Хотя для сварки покрытыми электродами нет предела по применимым толщинам основного металла, все же для толщин более 20 мм экономически выгоднее использовать более высокопроизводительные процессы, такие как МИГ/МАГ, FCAW и SAW. Таким образом, сварка ММА чаще всего применяется для толщин от 3 до 20 мм, за исключением случаев единичных швов сложной конфигурации, для которых применение автоматических процессов сварки может оказаться экономически не выгодным. В этом случае сварка MMA может применяться для толщин до 250 мм.
Возможность сварки во всех пространственных положениях является одним из главных достоинств сварки ММА, которое может быть ограничено только в случае, если применяемый электрод не позволяет выполнять сварку в том или ином положении. Таким образом, это недостаток не процесса сварки, а применяемого электрода. Несмотря на то, что сварка ММА может выполняться во всех пространственных положениях, необходимо, по возможности, стремиться выполнять ее в нижнем положении, так как при этом допускается использование менее квалифицированных сварщиков, применение электродов больших диаметров и на большем токе и, соответственно, достигаются более высокие скорости наплавки. Сварка в вертикальном и потолочном положениях требует от сварщиков более высоких навыков и выполняется электродами меньших диаметров. Форма соединений, подлежащих сварке в вертикальном и потолочном положениях, также может отличаться от таковых для сварки в нижнем положении.
| Требования к условиям на рабочем месте: |
|---|
Простота оборудования, используемого при сварке ММА, делает этот процесс "малочувствительным" к условиям на месте применения. Сварка может выполняться как внутри помещений, так и вне их, в цеху, на корабле, на мосту, на каркасе здания, на конструкциях нефтеперерабатывающего завода, на отдаленных трубопроводах или на других подобных объектах. При этом нет надобности в шлангах для подачи газа или воды.
Сварочные кабели могут быть довольно большой длины, чтобы позволить удаляться от источника питания на значительные расстояния без существенного ухудшения выходных характеристик системы "источник питания + сварочные кабели", так как внешняя вольтамперная характеристика будет только становиться более и более крутопадающей при увеличении длины кабелей, что, как раз, и необходимо для сварки ММА (см. Источники питания для дуговой сварки). Однако, при этом будут увеличиваться и потери энергии из-за нагрева кабелей. В местах, где нет электричества, могут использоваться сварочные генераторы с приводом от двигателей внутреннего сгорания. Несмотря на все эти достоинства, процесс сварки ММА должен выполняться в условиях защиты от ветра, дождя и снега.
| Род и полярность тока сварки: |
|---|
Процесс сварки ММА может выполняться как на переменном, так и на постоянном токе, что определяется только характеристиками применяемого электрода. Некоторые из электродов предназначены только для сварки на постоянном токе, в то время как другие, как на постоянном, так и на переменном токе. Род тока сварки и его полярность влияют на скорость расплавления всех типов покрытых электродов.
Сварочная дуга постоянного тока всегда более стабильна, чем дуга переменного тока. Это обусловлено тем, что при горении дуги постоянного тока не происходит смены полярности, как это имеет место при сварке на переменном токе. Большинство универсальных электродов, предназначенных для сварки, как на постоянном, так и на переменном токе, все же лучше себя ведут на постоянном токе.
При сварке на постоянном токе электроды показывают лучшие оперативные свойства на обратной полярности. И лишь некоторые из них разработаны для сварки на прямой полярности. Имеются электроды, позволяющие сварку на обеих полярностях.
Влияние полярности на характер горения электродов обусловлено тем, что дуга оказывает разное давление на катод и анод. В связи с тем, что позитивные ионы имеют значительно более высокую массу чем электроны, они при столкновении с катодом оказывают больший отталкивающий эффект, чем электроны, достигающие анод. Это обеспечивает более глубокое проплавление в случае, когда катод размещается на изделии (обратная полярность), в то время как прямая полярность обеспечивает более быстрое плавление электрода.
Повышенный ввод тепла в изделие.
Более глубокое проплавление.
Меньшая скорость плавления электрода.
Более стабильный характер переноса металла. Сниженный ввод тепла в изделие.
Менее глубокое проплавление.
Большая скорость плавления электрода.
Низкая стабильность переноса электродного металла с повышенным разбрызгиванием.
В случае, когда глубина проплавления не имеет большого значения (например, при наплавке) представляется довольно соблазнительным повысить скорость расплавления электрода переходом на прямую полярность. Однако, когда электрод становится катодом, давление дуги отталкивает каплю в противоположную сторону от сварочной ванны, что может приводить к чрезмерному разбрызгиванию.
Электроды для постоянного тока (обычно это электроды с основным видом покрытия), обеспечивают хороший смачивающий эффект расплавленным металлом, наплавленный металл более высокого качества и равномерное формирования шва даже при низких значениях тока сварки. Последнее объясняет, почему они предпочтительны для сварки изделий малой толщины.
При сварке на постоянном токе магнитных металлов (железо и никель) может возникать такая проблема, как магнитное дутье. Иногда единственным путем избавиться от нее является переход на сварку переменным током.
Другое преимущество сварки на переменном токе связано с источником питания, сварочным трансформатором, который значительно менее сложен по сравнению со сварочными выпрямителями и, соответственно, более надежный и менее дорогой.
При сварке ММА могут иметь место следующие дефекты сварного шва:
- пористость;
- шлаковые включения;
- непровары;
- подрезы;
- трещины.
|
| |
| |