Антиприлипание, антизалипание (Антистик, ANTISTICK) — функция резкого падения напряжения на электроде при касании им свариваемой поверхности. Это препятствует прилипанию электрода к металлу.
Аргонодуговая сварка TIG — это метод соединения объектов с применением вольфрамового неплавящегося электрода, помещённого в инертный газ, оберегающего свариваемые поверхности. (подробнее...)
Б
В
Выпрямитель сварочный — аппарат, преобразующий переменный ток высокого напряжения в постоянный ток низкого напряжения. Отличается стабильностью сварочной дуги, качественным швом, глубоким проваром.
Г
Горелка — устройство для фиксации электрода (неплавящегося или проволочного) и подачи защитного газа. Горелки по принципу рабочей технологии бывают двухтактные и четырехтактные.
Горячий старт (Хот старт, Hot start) — Обеспечивает надежное зажигание электрода за счет кратковременного повышения сварочного тока в начале сварки. Помогает в поджиге при использовании плохих электродов, при сварке ржавого металла, при плохом напряжении в сети и во многих других случаях.
Д
Дуга — мощный электрический разряд, возникающий в твердой, жидкой или газовой среде. Различают дугу прямого и косвенного воздействия.
Дуговая сварка — выполнение сварного соединения посредством тепла, выделяемого электрической дугой.
З
Зона термического преобразования — участок металла вдоль сварного шва, который не был расплавлен во время сварки, но изменил свои физические свойства. Размер этой зоны (ширина от края сварного шва) зависит от вида сварки, величины используемого тока.
И
Инвертор сварочный, аппарат преобразующий переменный ток высокого напряжения низкой частоты в переменный ток низкого напряжения высокой частоты, а затем в постоянный ток низкого напряжения и низкой частоты. Отличаются легким весом, малыми габаритами и высокой мощностью и универсальностью в применении.
Инертный газ — имеет крайне низкую химическую активность. В сварке чаще всего применяются гелий и аргон. Их использование в качестве защитного газа для сварной ванны не изменяет химический состав металла сварного шва.
К
Контактная точечная сварка (SPOT) — сварочный процесс, при котором детали соединяются в одной или одновременно в нескольких точках. Прочность соединения определяется размером и структурой сварной точки, которые зависят от формы и размеров контактной поверхности электродов, силы сварочного тока, времени его протекания через заготовки, усилия сжатия и состояния поверхностей свариваемых деталей. С помощью точечной сварки можно создавать до 600 соединений за 1 минуту. Применяется для соединения тончайших деталей (до 0,02 мкм) электронных приборов, для сварки стальных конструкций из листов толщиной до 20 мм в автомобиле—, самолёто— и судостроении, в сельскохозяйственном машиностроении и других отраслях промышленности
М
MIG/MAG сварка — дуговая сварка плавящимся металлическим электродом (проволокой) в среде инертного/активного защитного газа с автоматической подачей присадочной проволоки. Это полуавтоматическая сварка в среде защитного газа - наиболее универсальный и распространенный в промышленности метод сварки. Иногда этот метод сварки обозначают GMA (Gas Metal Arc). (подробнее...)
ММА сварка Ручная дуговая сварка(РДС) — это процесс дуговой сварки, при котором используется дуга, горящая между покрытым электродом и сварочной ванной. Покрытый электрод представляет собой металлический стержень, на который нанесено покрытие. (подробнее...)
Н
Неплавящийся электрод — электрод, изготавливаемый из вольфрама или графита. Характеризуется высокой тугоплавкостью, потому проводя электрический ток, сам практически не расходуется.
О
Обмазка — покрытие электрода, которое, при своем термическом разрушении, обеспечивает стабильность электрической дуги, защиту сварной ванны, определенный химический состав металла сварного шва. По своей химической компонентности делится на основную, кислую, рутиловую, целлюлозную и универсальную. Разные виды обмазок применяются для сварки различных металлов.
Ответственный шов — место сварного соединения, подвергающееся особо высоким внешним нагрузкам, воздействиям агрессивных сред или требующее безупречного внешнего вида.
П
Пайка — это такая техника, при которой твердые металлические детали очень прочно, неподвижно и герметично соединяют друг с другом с помощью расплавленного металла. Пайка и сварка очень тесно связаны между собой. В отличие от сварки, в результате которой края металлических деталей расплавляются и при остывании образуют очень плотное соединение, при пайке соединяемые металлические детали только нагреваются, но остаются твердыми. В качестве соединительного средства (припоя) используют металлические сплавы, которые плавятся при нагревании и, сплавляясь с нагретыми поверхностями, соединяют детали. Чтобы предохранить зачищенные поверхности соединяемых деталей от окисления, используют паяльный флюс. (подробнее...)
Продолжительность включения (ПВ) или продолжительность нагрузки (ПН) в процентах — отношение времени работы под нагрузкой или охлаждения за определенный промежуток времени, при определенной температуре окружающей среды. (соотношение времени работы под нагрузкой и отдыха от перегрева). Принятое значение общего времени по Евростандарту составляет 5 минут при 40 градусах Цельсия, в других странах и в России 10 минут, но при 20 градусах Цельсия. Оптимальное значение ПВ — около 60%, т.е. 6 минут работы и 4 минуты перерыва. Увеличение времени работы под нагрузкой приведет к срабатыванию тепловой защиты блока управления. ( подробнее...)
Переменный ток — ток изменяющий величину и направление с определенной периодичностью в течение временного отрезка. Плазменная резка — деление металла посредством его испарения в области реза под действием направленного потока плазмы (подробнее...)
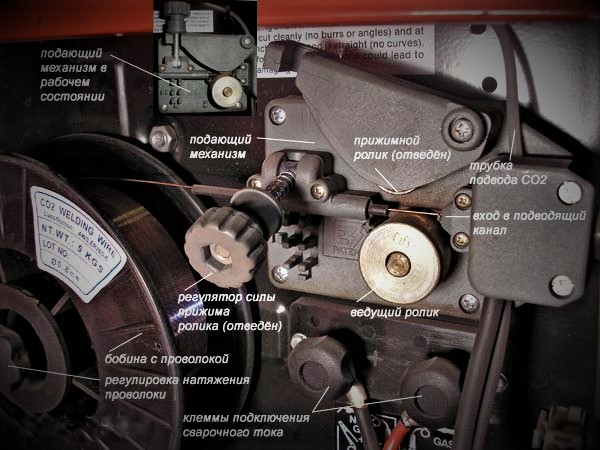
Подающее устройство — механизм для подачи проволоки при полуавтоматической сварке. Может быть встроенным в аппарат, выносным или размещаться на самой горелке. По количеству роликов они подразделяются на двухроликовые и четырехроликовые. К каждому виду проволоки подбираются определенные ролики.
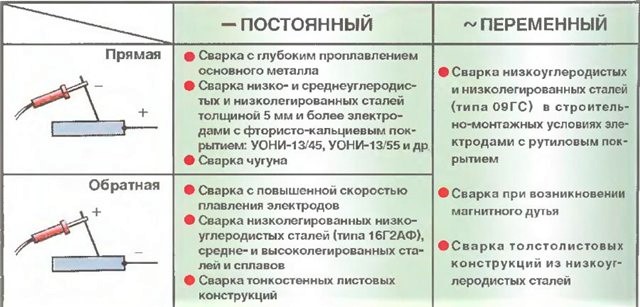
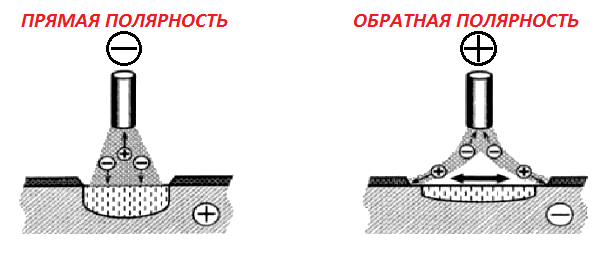
Полярность прямая — электрододержатель(горелка) подсоединен к разъему «-», а заготовка к «+»
При прямой направленности кабель для сварки соединяет свариваемый элемент с положительной клеммой аппарата. Таким образом положительный заряд доходит от инвертора к заготовке; отрицательный же подается посредством электрододержателя. Данный тип подключения вызывает увеличение температуры на аноде (полюсе «+»), если сравнивать с катодом («-»). Это обуславливает сферу использования прямой полярности при сварке. Она применима для резки металлических конструкций, заготовок с толстыми стенками, а также в случаях, когда необходимо выделение большого количества тепла или создание высокой температуры процесса.
Обратная полярность при сварке инвертором — это подача отрицательного заряда на обрабатываемый металл, а положительного — на электрод. Ситуация с выделением тепла противоположная — на расходном элементе наблюдается избыточный нагрев, а у свариваемой заготовки — недостаточный. Поэтому обратную полярность при сварке используют, если необходимо минимизировать порчу заготовки при работе, а также для деликатных работ. Она используется для неразъемных соединений таких материалов, как: - нержавеющая сталь; - тонколистовой металл; - высокоуглеродистая, либо легированная сталь; - сплавы, восприимчивые к перегреву. Наиболее известные виды сварки, где используется подача тока обратной направленности — флюсовая электродуговая и в среде защитных газов.
Почему для одних работ выбирается обратная, а для других — прямая полярность при сварке? Рассмотрим термические особенности процесса с использованием обратной направленности. При горении сварочной дуги на заготовке на конце электрода появляется пара участков, именуемых анодным и катодным пятнами. Разность их температур порой доходит до 800 градусов Цельсия (в пользу анодного). То есть количество тепла, выделяемое на заготовке во время работы, достаточно велико, а способ больше подходит для качественного провара швов. Примечательно, что при работе постоянным током прямой полярности скорость сгорания металла электрода ниже на 20-40%. А для переменного тока соблюдение полярности не актуально вовсе — его особенность в том, что направление тока меняется по 100 раз за единицу времени.
Достоинства и недостатки методов: Варьирование полярности по-разному отражается на деятельности электрода. Так, обратная полярность при сварке отличается следующими чертами: - увеличенное поступление тепла на заготовку; - качественная, глубокая проплавка свариваемой детали; - электрод дольше работает (медленно плавится); - разбрызгивание жидкого металла с заготовки минимизировано.
Току прямой направленности присущи следующие черты: - приток тепла к заготовке минимален; - проплавка детали велика, но ниже, чем при обратной полярности; - рабочий элемент быстро плавится, требуя замены; - металл разбрызгивается с максимальной вероятностью.
Можно ли с уверенностью утверждать, что какой-либо из способов предпочтительнее другого? Больше очевидных преимуществ у сварки током обратной полярности, однако не только достоинствами определяется выбор. Для большинства электродов рекомендованная полярность указывается на этикетке.
Правила выбора полярности: Главный критерий выбора прямой или обратной полярности при сварке — материал покрытия электродов. Например, угольные расходные элементы очень быстро разогреваются при подключении элементов обратным способом и, как следствие, разрушаются. Проволока же, не имеющая какого-либо покрытия, хорошо горит при прямой полярности, а при использовании переменного тока вовсе не горит. Габариты и форма получаемого шва также зависят от расположения полюсов. Например, более глубокая проплавка возможна при постоянном токе обратной направленности, что обусловлено увеличенным теплообразованием на аноде и катоде. Немаловажно помнить — чем быстрее осуществляется сварочный процесс, тем ширина шва и глубина провара становятся меньше.
Какое использовать оборудование: Обратное направление востребовано в работе особыми установками. Специфика в том, что машина подает проволоку с некоторой скоростью на заготовку, поэтому возможен выбор нескольких типов сварки. Например, в среде защитных газов (когда используется аргон или углекислый газ), либо с использованием проволоки, обработанной порошком. Обратная направленность тока применима при работе с газами, прямая — когда процесс выполняется порошковой проволокой (также известной как флюсовой). Полуавтоматическая сварка предполагает ряд изменений процесса. Во-первых, подключение «держака» и «массы» меняется — на первом «плюс», на второй «минус» (обратная). Делается это для того, чтобы флюс выгорел полностью, а сварочный процесс произошел внутри образовавшегося газообразного облака. Металл будет меньше прогреваться, а разбрызгивание капель сведется к минимуму. Прямая используется для сварки цветных металлов, когда рабочим расходным элементом выступает вольфрамовый электрод. Таким образом достигается увеличение температуры в зоне нагрева, что может быть критично для, например, алюминия. В работе с переменным током задача пользователя — своевременно менять расходные элементы. Профессионалы же или продвинутые любители предпочитают постоянный ток как надежный залог качественной сварки. Работа с инвертором позволяет выбирать один из двух известных вариантов действий. Прямая и обратная полярность при сварке выступают способами, каждый из которых имеет свои преимущества и недостатки. Выбор направления диктуется рядом факторов, главные из которых — материал расходников и используемое оборудование.
Полярность обратная — электрододержатель(горелка) к «+», а заготовка подсоединена к разъему «-». Различная полярность необходима для выполнения сварки различных видов металла. Cм. рисунок >>>
Постоянный ток — ток постоянной величины и направления в течение временного отрезка.
Присадка — металлический пруток или полоса расплавляемые в зоне сварки для добавления металла в сварную ванну. Использование присадок с различными химическими компонентами позволяет варьировать состав металла сварного шва.
Проволока — используется в качестве электрода в процессе полуавтоматической сварки. Она доставляется в область сварного соединения (в горелку) по направляющему каналу с помощью подающего устройства. Различают стальную, алюминиевую, омедненную и порошковую. Проволока с порошковым покрытием используется для полуавтоматической сварки без газа.
С
Сварка — процесс неразъемного соединения металлов под действием тепла или деформации или совместного их воздействия.
Сварочная ванна — локально ограниченный объем расплавленного металла, на стыке свариваемых поверхностей. В большинстве случаев образуется из электродного металла, химических элементов обмазки или порошкового покрытия и металла самих соединяемых деталей. Возникает под направленным действием высокой температуры.
Споттер — аппарат для выполнения точечной сварки. Может иметь вид компактных клещей или крупногабаритных стационарных установок.
Т
TIG сварка — (tungsten inert gas) ручная электродуговая сварка неплавящимся (вольфрамовым, графитовым) электродом в среде защитного инертного (аргон, гелий, их смеси) газа. Характеризуется высоким качеством шва, низкой производительностью. Для ее использования требуются развитые профессиональные навыки.(подробнее...)
Трансформатор сварочный — аппарат, снижающий напряжение сетевого переменного тока до уровня напряжения приемлемого для сварки. Отличается простотой устройства, надежностью и долговечностью.
У
Угол разделки кромок — угол между скошенными кромками свариваемых заготовок. Скос кромок применяется для увеличения глубины провара при использовании электродов большого диаметра, при невозможности увеличения зазора между скрепляемыми поверхностями.
Угар — характеризует количество испарившегося или окислившегося металла во время сварки. Потери на угар варьируются при различных видах сварки.
Ф
Форсаж дуги (Арк-форс, Arc force или Arc forsing) — функция автоматического кратковременного увеличения силы тока при резком сокращении зазора между электродом и свариваемыми деталями. Это приводит к усиленному плавлению металла рабочей поверхности и электрода, что увеличивает расстояние между ними и стабилизирует дугу. Если сварщик по неопытности слишком быстро приближает электрод к изделию, функция «ARC FORCE» увеличивает ток, ускоряя процесс плавления и препятствуя залипанию.
Флюс — порошкообразная субстанция, различная по химическому составу, добавляемая при сварке в область сварной ванны с целью ее защиты от вредного воздействия воздуха, стабилизации электрической дуги или придания определенных свойств металлу сварного шва.
Ш
Шлак—комплекс нерасплавившихся компонентов металла, электродного сердечника и обмазки, который сплошным слоем покрывает поверхность сварной ванны, защищая расплавленный металл от вредного влияния газов воздуха. Так же шлаковое покрытие защищает и остывающий металл сварного шва. После кристаллизации сварного шва шлак снимается шлакоотбойником и специальной щеткой с проволочной щетиной(корщётка).
Шов сварной—ограниченный отрезок сварного соединения, возникший под действием тепла или давления, или их совместного влияния.
Э
Электрод—металлический прут (чаще всего стальной) длиной 250-350 мм, применяющийся для проведения тока к свариваемой поверхности и создания электрической дуги. Различают плавящиеся и неплавящиеся электроды, штучные и непрерывные (проволока). Может иметь различные покрытия (обмазку): рутиловые, кислые, основные, целлюлозные.
Электрододержатель—устройство для фиксации электрода. Дает возможность удобно его удерживать и подводит электрический ток.








 При прямой направленности кабель для сварки соединяет свариваемый элемент с положительной клеммой аппарата. Таким образом положительный заряд доходит от инвертора к заготовке; отрицательный же подается посредством электрододержателя. Данный тип подключения вызывает увеличение температуры на аноде (полюсе «+»), если сравнивать с катодом («-»). Это обуславливает сферу использования прямой полярности при сварке. Она применима для резки металлических конструкций, заготовок с толстыми стенками, а также в случаях, когда необходимо выделение большого количества тепла или создание высокой температуры процесса.
При прямой направленности кабель для сварки соединяет свариваемый элемент с положительной клеммой аппарата. Таким образом положительный заряд доходит от инвертора к заготовке; отрицательный же подается посредством электрододержателя. Данный тип подключения вызывает увеличение температуры на аноде (полюсе «+»), если сравнивать с катодом («-»). Это обуславливает сферу использования прямой полярности при сварке. Она применима для резки металлических конструкций, заготовок с толстыми стенками, а также в случаях, когда необходимо выделение большого количества тепла или создание высокой температуры процесса.